HG Plywood 공장의 필름 코팅 합판 상세 제원은 다음과 같습니다:
| 크기/치수: |
1220*2440 mm (4*8 ft) |
| 두께: |
10mm, 12mm, 15mm, 18mm |
| 두께 허용 오차: |
± 0.5mm |
| 등급(Grade): |
A/A |
| 표면/후면 재질: |
필름: Stora Enso, 갈색(Brown) |
| 코어 부재: |
혼합 활엽수 (고무나무, 아카시아, 유칼립투스) |
| 접착제(Glue): |
100% WBP (내수 자비 테스트 통과) – 페놀릭 |
| 습도(수분 함량): |
12-15% |
| 수분 흡수율: |
9.7%. |
| 밀도: |
≥ 650kg/m3 |
| 열 압착(핫 프레스): |
2회 |
| 냉간 압축(콜드 프레스): |
1회 |
| 재사용 횟수: |
8 - 10회 |
| 나사 유지력: |
148.0 N/mm2. |
| 24시간 수침 후 두께 팽창률: |
2.1%. |
| 보드 압착력: |
약 100 – 120 톤/m2 |
| 원산지: |
베트남(Vietnam) |
| 최소 주문 수량(MOQ): |
1*40HC 컨테이너 |
| 포장 표준: |
20ft 컨테이너: 21m³ (16 팔레트) / 40ft 컨테이너: 49m³ (18 팔레트) |
| 결제 조건: |
T/T 또는 L/C |
| 선적 항구: |
하이퐁(Haiphong) – 베트남 |
| 배송/납기 일정: |
가능한 한 빠른 배송을 위해 항상 노력하고 있으나, 구체적인 배송 기간은 고객의 정확한 위치에 따라 달라질 수 있습니다 |
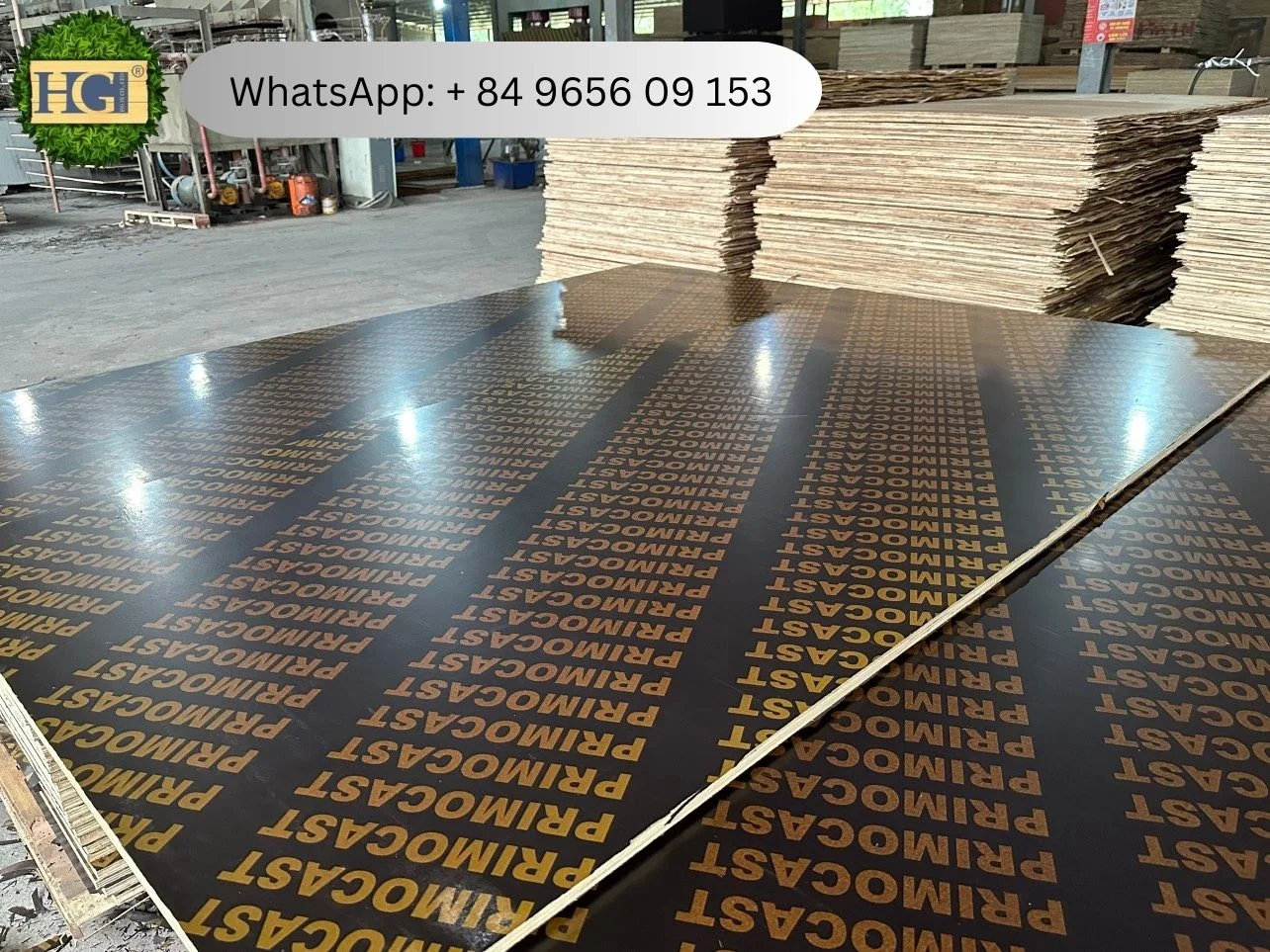
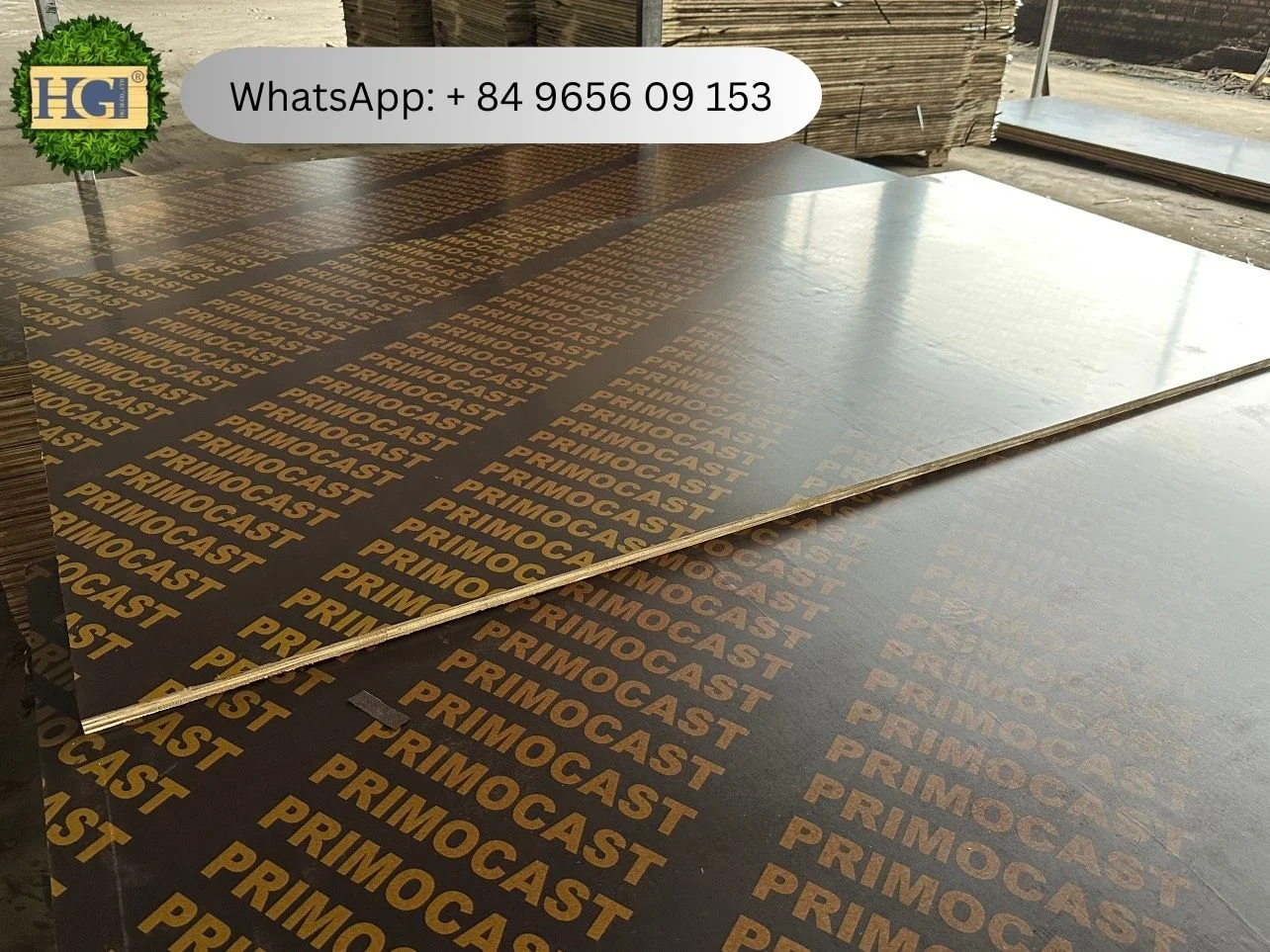
아래는 HG Plywood의 필름 코팅 합판 이미지입니다. 가능하시다면 직접 공장을 방문하시어 더 나은 평가와 경험을 하시길 초대합니다.
필름 코팅 합판 생산 공정은 크게 3단계로 구성됩니다:
1단계: 원목 벌채
적합한 수종(침엽수 또는 활엽수)을 선별합니다. 절단기로 가지와 잎을 제거한 후 원목을 수집하여 가공 시설로 운반합니다.
2단계: 원목 처리
원목을 일정 기간 물에 침수시킵니다. 이를 통해 수분 균형을 맞추고 나뭇결을 부드럽게 하여 박피기가 다양한 정확한 크기로 절단할 수 있도록 합니다.
3단계: 합판 생산
공정 1: 원목을 요구되는 규격에 맞게 박피하고 절단합니다.
공정 2: 로터리 박피기를 사용하여 얇은 베니어 시트를 제작합니다.
공정 3: 규격에 따라 얇은 베니어 시트의 가장자리를 재단하고 분류합니다.
공정 4: 이상적인 표준 수분 함량에 도달하도록 베니어를 건조기에 넣습니다.
공정 5: 광학 스캐닝 기술을 적용하여 베니어 패널의 결함을 식별하고 제거합니다.
공정 6: 표면 세정 및 양면 접착제 도포 후, 필요한 두께를 만들기 위해 보드를 교차 결 방향으로 적층합니다.
공정 7: 냉간 압착을 통해 코어를 평탄하게 하고 접착제가 균일하게 분포되도록 합니다.
공정 8: 극도의 열과 표준 압력 하에서 보드를 열 압착하여 얇은 목재 패널을 단단한 블록으로 견고하게 접합합니다.
공정 9: 열 압착 및 냉각 후, 합판을 재단 및 샌딩 기계에 통과시켜 가장자리를 제거하고 양면을 매끄럽게 합니다.
공정 10: 페놀릭 필름 코팅
가장자리 재단 및 샌딩 후, 프리미엄 방수 페놀릭 필름으로 열 압착 코팅합니다.
공정 11: 엣지 실링 및 도장
가장자리를 통한 수분 침투를 방지하기 위해 보드의 4면 모두에 특수 방수 엣지 실링 페인트를 도포합니다.
공정 12: 품질 검사 및 포장
완료 후 QC 팀이 완성품을 평가합니다. 표준 합판은 수출 사양에 따라 끈으로 포장되어 출하 준비가 됩니다.
저희는 품질에 대해 말하는 것이 아니라 증명합니다. HG Plywood의 100% WBP 페놀릭 필름 코팅 합판은 72시간 끓는 물 테스트를 박리 없이 통과합니다. 이는 극한 건설 환경에서 다회 재사용을 위한 최고 수준의 방습성과 내구성을 보장합니다.